Coaxiality (Part l) - 1994 & 2009 (#9)
(In accordance with the ASME Y14.5-2009 standard)
(In accordance with Y14.5M-1994 standard)
PDF is Available with GD&T Reference Center Subscription.
There are five ways to control coaxiality of features. They are:
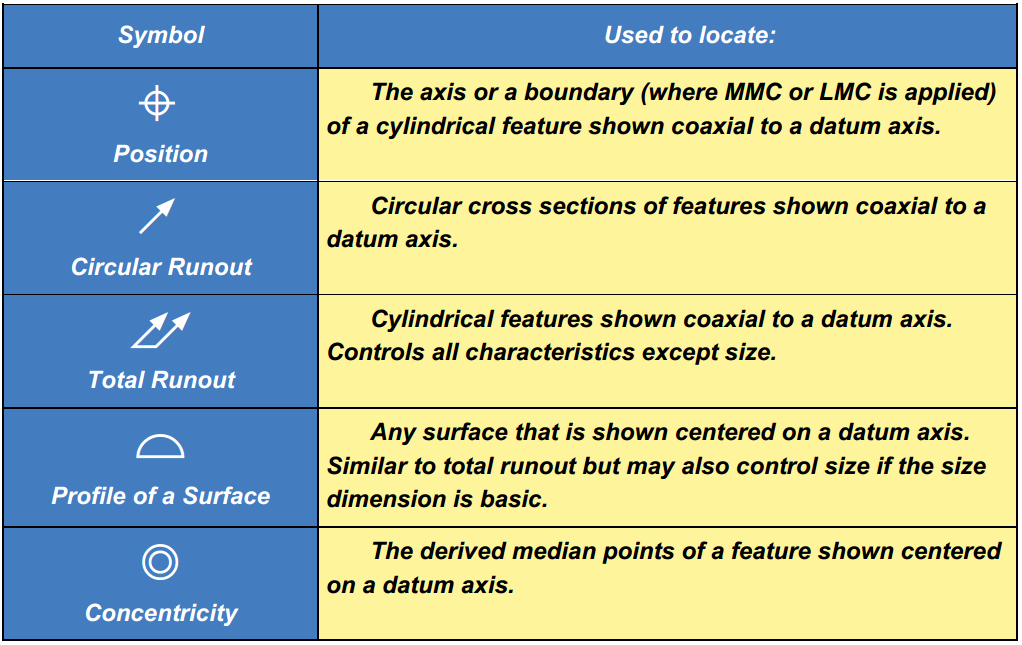
With so many options it is no wonder that many people find the differences hard to understand. Each control has its place, although some are more difficult and time consuming than others. By comparing sample inspection methods, the differences may become clearer. This month’s tip will illustrate the differences between position and concentricity. Next month’s Tip will continue with the runout tolerances and profile.
Position may use the MMC and LMC modifiers on the tolerance and Datum references. The illustration below shows a possible gage (ignoring gage tolerance and wear allowance) that could be used when MMC is the modifier. If the sizes are within the size tolerances but the part doesn’t fit the gage, the features position (coaxiality) is out of spec. This type of control works well when the main concern is the assembly of this part to another. The gage may usually be thought of as representing the worst mating part.
When no modifiers are present, the implied condition is regardless of feature size as shown below. In this case, the axis of the datum feature and the feature being controlled must be determined to find the error in coaxiality. Although this control may be applied to bearings and dynamic balance applications, the job can usually be accomplished at a lower overall cost by using one of the runout controls.
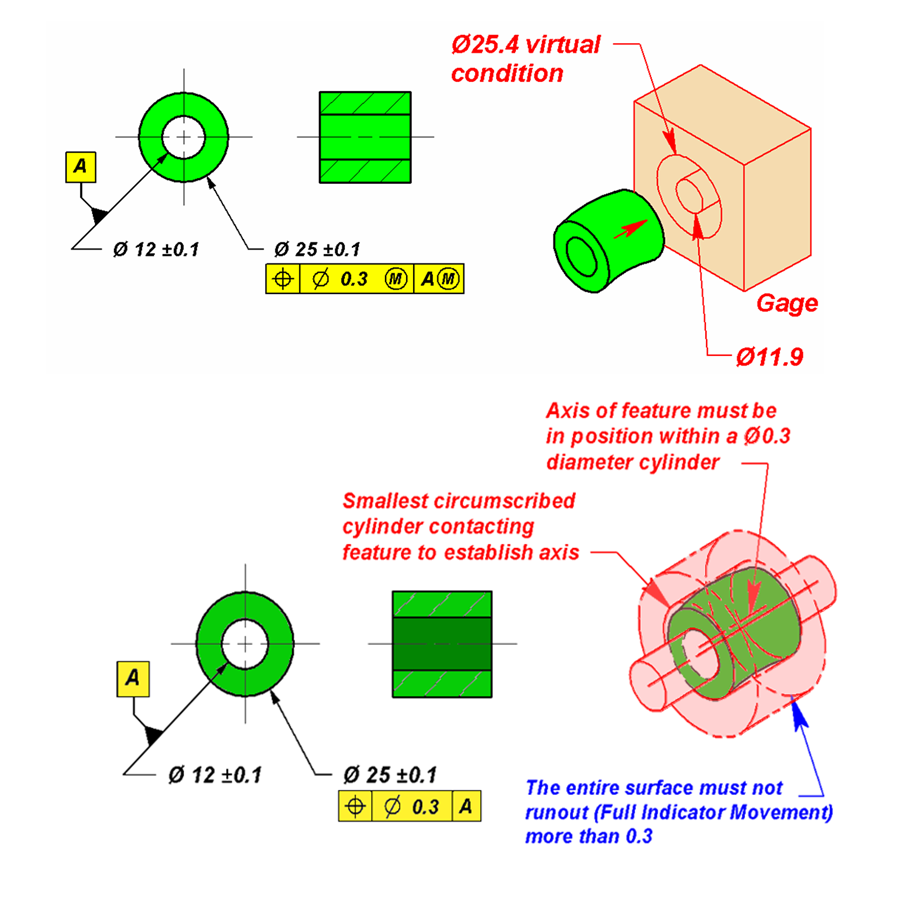
According to the ASME Y14.5M-1994 Standard, when no modifiers are present, the implied condition is regardless of feature size as shown below. In this case, the axis of the datum feature and the feature being controlled must be determined to find the error in coaxiality. Although this control may be applied to bearings and dynamic balance applications, the job can usually be accomplished at a lower overall cost by using one of the runout controls.
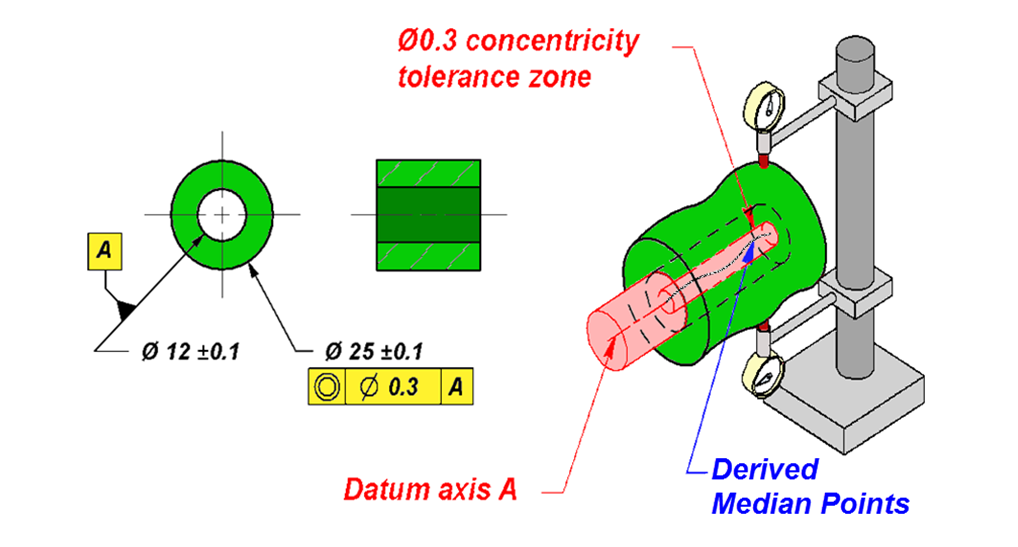
All of the coaxiality controls are intended to control concentric features. For that reason, many designers and engineers choose concentricity. Unfortunately, concentricity ignores the size, roundness and cylindricity of the feature. It requires that the inspector derive a median line (see the June 1997 Tip-of-the-Month). In a situation where you don’t care about the size, roundness or cylindricity of the feature, concentricity may be specified. In thirty plus years of reviewing mechanical designs, I have never found a design where this is truly the case. The closest application, perhaps, is when dynamic balance is needed. In such a case, measuring a part statically does not assure dynamic balance if the material is not homogeneous. If dynamic balance is required, a dynamic balancing note is probably in order rather than concentricity. For that reason, I often use the line, "When in Doubt, Use Runout."
This tip is in accordance with ASME Y14.5M-1994, and ASME Y14.5-2009. This tip was originally released in February 1998.